

A 4-1. ábrán a marószerszámok számos elterjedt formája látható.
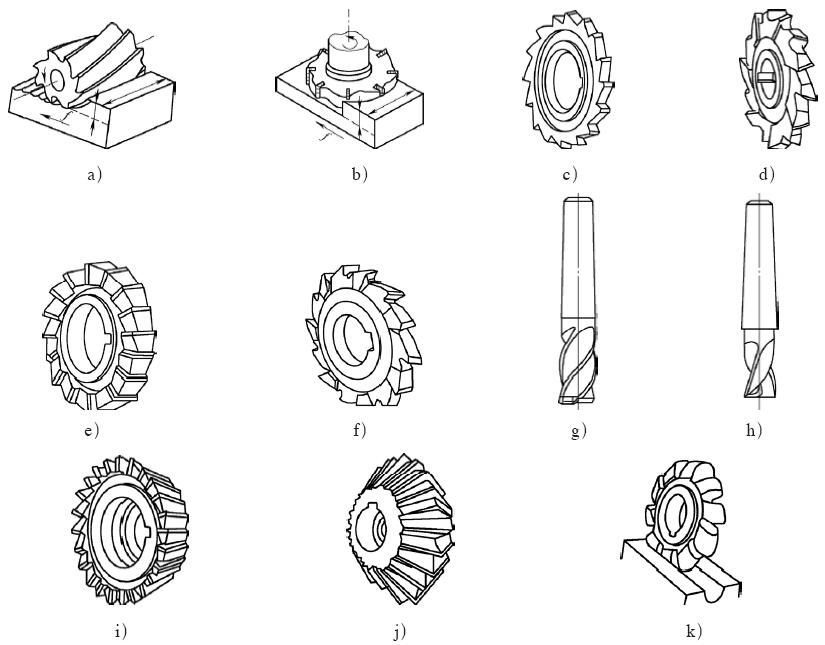
4-1. ábra Típusamaró
a) Hengeres homlokmaró
b)b) Síkmaró
c)c) Horonymaró
d) Kétoldalas homlokmaró
e) Háromoldalas homlokmaró
f) Lépcsőzetes fogú háromoldalú homlokmaró
g) Végmaró
h) Reteszhornyos maró
i) Egyszögű maró
j) Kétszögű maró
k) Alakító maró
A marók osztályozása
(1) Funkció szerint osztályozva
1. Hengeresmarókvízszintes marógépeken síkok megmunkálására szolgálnak, és a marófogak a maró kerületén vannak elosztva. A fog alakja szerint két típusra osztható: egyenes fogakra és spirális fogakra. A fogak száma szerint ritka és sűrű fogakra oszlik. A csavarfogú és ritka fogú marók kevesebb foggal, nagy fogszilárdsággal és nagy forgácstartó hellyel rendelkeznek, amelyek durva megmunkálásra alkalmasak; míg a közeli fogazatú marók finom megmunkáláshoz alkalmasak.
2. A homlokmarót sík megmunkálására használják függőleges marógépen, vízszintes marógépen vagy portálmarógépen. A homlokfelületen és a kerületen késfogak találhatók. A homlokmarókat is durva és finom fogakra osztják, szerkezetüknek három típusa van: integrált típusú, lapka típusú és váltólapos.
3. A szármarókat hornyok és lépcsős felületek megmunkálására használják. A vágófogak a kerületen és a végfelületeken vannak, és általában nem axiális irányban adagolhatók munka közben. Ha a szármarónak van egy átmenő középső foga, akkor axiálisan tud előtolni.
4. Háromoldalas élmaró különféle hornyok és lépcsős felületek megmunkálására szolgál, mindkét oldalon és kerületükön fogakkal.
5. A sarokmarókat hornyok egy bizonyos szögben történő marására használják. Kétféle egyszögű maró és kétszögű maró létezik.
6. A fűrészlap maróját mély hornyok megmunkálására és a munkadarab levágására használják, és több fog van a kerületen. A marás közbeni súrlódás csökkentése érdekében a marófogak mindkét oldalán 15'~1°-os másodlagos elhajlási szög található.
7. Présmaró marók A présmaró szerszámokat öntőüregek vagy lyukasztó felületek megmunkálására használják. A présmaró marókat szármarókból fejlesztették ki. A munkadarab alakja szerint három típusra oszthatók: kúpos lapos fejre, hengeres gömbfejre és kúpos gömbfejre. A keményfém marószerszámok nagyon sokoldalúak. Különböző formaüregek marása mellett kézi reszelők és csiszolókorongok cseréjével is megtisztítják az öntő-, kovácsolás- és hegesztési munkadarabok vakolatát, egyes alakítófelületeket simítanak. Megmunkálás stb. A marószerszám pneumatikus vagy elektromos szerszámokhoz használható, termelékenysége és élettartama több tucatszor magasabb, mint a köszörűkorongoké és a reszelőké.
8. Fogaskerekes marók A profilozási módszerrel vagy a nem azonnali középburkoló módszerrel működő fogaskerekes marókat különböző formájuk szerint tárcsás fogaskerekes marókra és ujjas fogaskerekes marókra osztják.
9. Menetmaró Szerszám menetek marására háromtengelyes vagy több mint háromtengelyes összekötő megmunkáló központon keresztül.
Ezen kívül megtalálhatók még kulcshornyos marók, fecskefarkú marók, T-hornyos marók és különféle formázómarók.
(2) Termékszerkezet szerint osztályozva
1. Integrált típus: A vágótest és a vágófogak egy testté vannak kialakítva.
2. Integrált hegesztőfog típus A vágófogak keményfémből vagy más kopásálló szerszámanyagból készülnek, és a vágótestre keményforrasztják.
3.A fogak típusa A fogat mechanikus befogással rögzítjük a szerszám testéhez. Ez a cserélhető vágófog lehet integrált vágóanyagból készült vágófej, vagy hegesztő vágóanyagból készült vágófej. Az élezéshez marótestre szerelt marófejű marót belső élezésű marónak nevezzük; a szerelvényen külön élezett marófejet kívülről élezett marónak nevezzük.
(Ez a cikk az „Útmutató a CNC-szerszámok kiválasztásához” című dokumentum 4. fejezetének 1. szakaszából került kiválasztásra)